



볼 베어링공차 설명
베어링 공차와 그 의미를 이해하고 있습니까?그렇지 않다면 당신은 혼자가 아닙니다.이것들은 종종 인용되지만 그것이 의미하는 바를 제대로 이해하지 못하는 경우가 많습니다.베어링 공차에 대한 간단한 설명이 있는 웹사이트는 극히 드물기 때문에 우리는 그 격차를 채우기로 결정했습니다.그렇다면 "Mean Bore Deviation"과 "Single Bore Variation"이 실제로 무엇을 의미하는지 알고 싶다면?우리가 이것을 훨씬 더 명확하게하기를 희망하면서 계속 읽으십시오.
편차
이것은 실제 측정이 허용되는 공칭 치수에서 얼마나 멀리 떨어져 있는지를 나타냅니다.공칭 치수는 제조업체 카탈로그에 표시된 것과 같습니다. 예를 들어 6200은 공칭 내경이 10mm이고 688은 공칭 내경이 8mm입니다. 이러한 치수로부터의 최대 편차에 대한 제한은 매우 중요합니다.베어링에 대한 국제 공차 표준(ISO 및 AFBMA)이 없으면 각 개별 제조업체에 달려 있습니다.이것은 688 베어링(8mm 보어)을 주문하여 7mm 보어이고 샤프트에 맞지 않는다는 것을 발견하기 위해서만 주문할 수 있음을 의미할 수 있습니다.편차 허용 오차는 일반적으로 보어 또는 OD가 공칭 치수보다 작지 만 더 크지 않도록합니다.
평균 내경/외경 편차
... 또는 단일 평면은 보어 직경 편차를 의미합니다.이것은 내륜과 샤프트 또는 외륜과 하우징을 밀접하게 결합할 때 중요한 공차입니다.먼저 베어링이 둥글지 않다는 것을 이해해야 합니다.물론 멀리 있는 것은 아니지만 미크론(밀리미터의 수천 분의 1) 단위로 측정을 시작하면 측정이 다양하다는 것을 알게 됩니다.688 베어링(8 x 16 x 5mm)의 보어를 예로 들어 보겠습니다.내부 링에서 측정한 위치에 따라 예를 들어 8mm에서 7.991mm 사이의 값이 표시될 수 있습니다. 그러면 보어 크기는 어떻게 됩니까?여기서 평균 편차가 발생합니다. 여기에는 보어 또는 OD를 가로질러 단일 방사형 평면에서 여러 측정을 수행하여 해당 링의 직경을 평균화하는 작업이 포함됩니다.
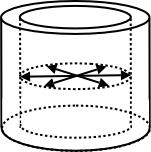
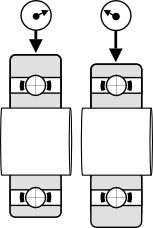
이 그림은 내부 베어링 링을 나타냅니다.화살표는 평균 크기를 찾는 데 도움이 되도록 다양한 방향으로 보어를 가로질러 측정한 다양한 측정값을 나타냅니다.이 측정 세트는 단일 반경 평면, 즉 보어 길이를 따라 동일한 지점에서 올바르게 수행되었습니다.보어가 길이를 따라 허용 오차 내에 있는지 확인하기 위해 다른 방사형 평면에서도 측정 세트를 수행해야 합니다.외부 링 측정에도 동일하게 적용됩니다.

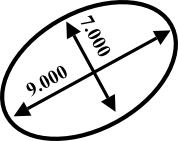
이 다이어그램은 하지 않는 방법을 보여줍니다.각 측정은 베어링 링의 길이를 따라 다른 지점에서 수행되었습니다. 즉, 각 측정은 다른 반경 방향 평면에서 수행되었습니다.
간단히 말해서 평균 보어 크기는 다음과 같이 계산됩니다.
이것은 오해의 소지가 있는 단일 보어 측정보다 샤프트 공차를 계산할 때 훨씬 더 유용합니다.
P0 베어링의 평균 보어 편차 허용 오차가 +0/-이라고 가정해 보겠습니다.
폭 편차
... 또는 공칭 치수에서 단일 내부 또는 외부 링 너비의 편차.여기에는 많은 설명이 필요하지 않습니다.보어 및 OD 치수와 마찬가지로 너비는 특정 공차 내에서 제어되어야 합니다.너비는 일반적으로 덜 중요하기 때문에 공차는 베어링 보어 또는 OD보다 넓습니다.+0/-의 너비 편차
변화
편차 허용 오차는 진원도를 보장합니다.심하게 아웃된 이 그림에서

단일 내경/외경 변형
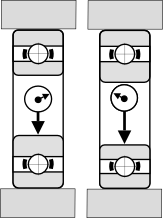
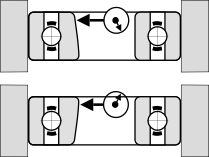
… 또는 더 정확하게는 단일 방사형 평면의 보어/외경 직경 변화(물론 이제 단일 방사형 평면에 대해 모두 알고 있습니다!).보어 측정값이 8.000mm와 7.996mm 사이인 왼쪽 다이어그램을 보십시오.가장 큰 것과 가장 작은 것의 차이는 0.004mm이므로 이 단일 반경 평면의 구멍 직경 변화는 0.004mm 또는 4 미크론입니다.

평균 구멍/OD 직경 변화
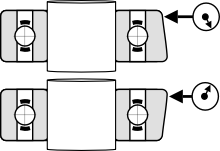
좋습니다. 평균 내경/외경 편차 및 단일 내경/외경 변동 덕분에 베어링이 올바른 크기에 충분히 가깝고 충분히 둥글다는 사실이 기쁩니다. 하지만 내경이나 외경에 너무 많은 테이퍼가 있으면 어떻게 될까요? 오른쪽의 다이어그램(예, 크게 과장되었습니다!).이것이 평균 보어 및 OD 변동 한계가 있는 이유입니다.

평균 보어 또는 OD 변동을 얻기 위해 다른 반경 평면에서 평균 보어 또는 OD를 기록한 다음 가장 큰 것과 가장 작은 것의 차이를 확인합니다.여기 왼쪽에서 상단 측정 세트는 7.999mm의 평균 보어 크기를 제공하고 중간은 7.997mm, 하단은 7.994mm라고 가정합니다.가장 큰 것에서 가장 작은 것을 빼십시오(7.999 –
폭 변화
다시 말하지만, 매우 간단합니다.특정 베어링의 경우 허용되는 폭 변동이 15미크론이라고 가정해 보겠습니다.다양한 지점에서 내부 또는 외부 링 너비를 측정하는 경우 가장 큰 측정값이 가장 작은 측정값보다 15미크론 이상 커야 합니다.
방사형 런아웃

...조립된 베어링 내륜/외륜은 베어링 공차의 또 다른 중요한 측면입니다.내부 링과 외부 링의 평균 편차가 한계 내에 있고 진원도가 허용된 편차 내에 있다고 가정합니다. 확실히 그것이 우리가 걱정할 필요가 있는 전부입니까?베어링 내부 링의 이 다이어그램을 보십시오.보어 편차는 괜찮고 보어 편차도 괜찮지만 링 너비가 어떻게 변하는지 보십시오.다른 모든 것과 마찬가지로 링 너비는 원주 주변의 모든 지점에서 정확히 동일하지 않지만 방사형 런아웃 허용 오차는 이것이 얼마나 달라질 수 있는지를 나타냅니다.
내부 링 런아웃
... 외륜이 정지한 상태에서 한 바퀴 회전하는 동안 내륜의 한 원에 있는 모든 점을 측정하고 가장 작은 측정을 가장 큰 것에서 빼서 테스트합니다.공차 표에 제공된 이 방사형 런아웃 수치는 허용되는 최대 변동을 보여줍니다.여기서 링 두께의 차이는 요점을 보다 명확하게 설명하기 위해 과장되었습니다.
외부 링 런아웃
내륜이 정지한 상태에서 외륜의 한 원에 있는 모든 점을 측정하고 가장 큰 것에서 가장 작은 것을 빼서 시험합니다.
페이스 런아웃/보어
이 공차는 베어링 내부 링 표면이 내부 링 표면과 직각에 충분히 가깝도록 합니다.페이스 런아웃/보어에 대한 공차 수치는 P5 및 P4 정밀 등급 베어링에 대해서만 제공됩니다.면에 가까운 내부 링 보어의 한 원에 있는 모든 점은 외부 링이 고정되어 있는 동안 1회전 동안 측정됩니다.그런 다음 베어링을 뒤집고 보어의 다른 쪽을 확인합니다.페이스 런아웃/보어 보어 공차를 얻으려면 가장 작은 것에서 가장 큰 것을 측정하십시오.
페이스 런아웃/OD
... 또는 면에 대한 외부 표면 모선 기울기의 변화.이 공차는 베어링 외부 링 표면이 외부 링 표면과 직각에 충분히 가깝도록 합니다.면 런아웃/OD에 대한 공차 수치는 P5 및 P4 정밀 등급에 대해 제공됩니다.면 옆에 있는 외륜 보어의 한 원에 있는 모든 점은 내륜이 정지된 상태에서 한 바퀴 회전하는 동안 측정됩니다.그런 다음 베어링을 뒤집고 외부 링의 다른 쪽을 확인합니다.페이스 런아웃/OD 보어 공차를 얻으려면 가장 작은 것에서 가장 큰 측정을 취하십시오.
Face Runout/Raceway는 매우 유사하지만 대신 내륜 또는 외륜 궤도면의 기울기를 내륜 또는 외륜 면과 비교합니다.
게시 시간: 2021년 6월 4일